ஒரு அறிமுகம்
ஒருங்கிணைந்த மின்சுற்று உற்பத்தி செயல்பாட்டில் பொறித்தல் பின்வருமாறு பிரிக்கப்பட்டுள்ளது:
- ஈரமான பொறித்தல்;
- உலர் பொறித்தல்.
ஆரம்ப நாட்களில், ஈரமான பொறித்தல் பரவலாகப் பயன்படுத்தப்பட்டது, ஆனால் வரி அகலக் கட்டுப்பாடு மற்றும் பொறித்தல் திசையில் அதன் வரம்புகள் காரணமாக, 3μm க்குப் பிறகு பெரும்பாலான செயல்முறைகள் உலர் எச்சிங்கைப் பயன்படுத்துகின்றன. சில சிறப்புப் பொருள் அடுக்குகள் மற்றும் சுத்தமான எச்சங்களை அகற்ற மட்டுமே ஈரமான செதுக்கல் பயன்படுத்தப்படுகிறது.
உலர் எச்சிங் என்பது வாயு இரசாயன பொறிகளைப் பயன்படுத்தி செதில்களில் உள்ள பொருட்களுடன் வினைபுரிந்து அகற்றப்பட வேண்டிய பொருளின் பகுதியை பொறித்து ஆவியாகும் எதிர்வினை தயாரிப்புகளை உருவாக்குகிறது, பின்னர் அவை எதிர்வினை அறையிலிருந்து பிரித்தெடுக்கப்படுகின்றன. எட்சான்ட் பொதுவாக பொறிக்கப்பட்ட வாயுவின் பிளாஸ்மாவிலிருந்து நேரடியாகவோ அல்லது மறைமுகமாகவோ உருவாக்கப்படுகிறது, எனவே உலர் பொறித்தல் பிளாஸ்மா எச்சிங் என்றும் அழைக்கப்படுகிறது.
1.1 பிளாஸ்மா
பிளாஸ்மா என்பது பலவீனமான அயனியாக்கம் செய்யப்பட்ட நிலையில் வெளிப்புற மின்காந்த புலத்தின் (ரேடியோ அதிர்வெண் மின்சாரம் மூலம் உருவாக்கப்படும்) செயல்பாட்டின் கீழ் பொறிக்கப்பட்ட வாயுவின் பளபளப்பான வெளியேற்றத்தால் உருவாகிறது. இதில் எலக்ட்ரான்கள், அயனிகள் மற்றும் நடுநிலை செயலில் உள்ள துகள்கள் உள்ளன. அவற்றில், செயலில் உள்ள துகள்கள் பொறிக்கப்பட்ட பொருளுடன் நேரடியாக வேதியியல் ரீதியாக வினைபுரிந்து பொறிக்க முடியும், ஆனால் இந்த தூய இரசாயன எதிர்வினை பொதுவாக மிகக் குறைந்த எண்ணிக்கையிலான பொருட்களில் மட்டுமே நிகழ்கிறது மற்றும் திசையில் இல்லை; அயனிகள் ஒரு குறிப்பிட்ட ஆற்றலைக் கொண்டிருக்கும் போது, அவை நேரடி உடல் ஸ்பட்டரிங் மூலம் பொறிக்கப்படலாம், ஆனால் இந்த தூய உடல் எதிர்வினையின் பொறித்தல் விகிதம் மிகவும் குறைவாக உள்ளது மற்றும் தேர்ந்தெடுக்கும் திறன் மிகவும் மோசமாக உள்ளது.
பெரும்பாலான பிளாஸ்மா பொறித்தல் ஒரே நேரத்தில் செயலில் உள்ள துகள்கள் மற்றும் அயனிகளின் பங்கேற்புடன் முடிக்கப்படுகிறது. இந்த செயல்பாட்டில், அயன் குண்டுவீச்சு இரண்டு செயல்பாடுகளைக் கொண்டுள்ளது. ஒன்று, பொறிக்கப்பட்ட பொருளின் மேற்பரப்பில் உள்ள அணு பிணைப்புகளை அழித்து, அதன் மூலம் நடுநிலை துகள்கள் அதனுடன் வினைபுரியும் விகிதத்தை அதிகரிப்பது; மற்றொன்று, பொறிக்கப்பட்ட பொருளின் மேற்பரப்பை முழுமையாகத் தொடர்புகொள்வதற்கு, பொறித்தல் தொடர்வதற்கு, வினைத்திறன் இடைமுகத்தில் டெபாசிட் செய்யப்பட்ட வினைத் தயாரிப்புகளைத் தட்டுவது.
பொறிக்கப்பட்ட கட்டமைப்பின் பக்கச்சுவர்களில் டெபாசிட் செய்யப்பட்ட எதிர்வினை தயாரிப்புகளை திசை அயனி குண்டுவீச்சு மூலம் திறம்பட அகற்ற முடியாது, இதனால் பக்கச்சுவர்களின் பொறிப்பைத் தடுக்கிறது மற்றும் அனிசோட்ரோபிக் பொறிப்பை உருவாக்குகிறது.
இரண்டாவது பொறித்தல் செயல்முறை
2.1 ஈரமான பொறித்தல் மற்றும் சுத்தம் செய்தல்
ஒருங்கிணைந்த மின்சுற்று உற்பத்தியில் பயன்படுத்தப்பட்ட ஆரம்பகால தொழில்நுட்பங்களில் ஒன்று ஈர பொறித்தல் ஆகும். பெரும்பாலான ஈரமான பொறித்தல் செயல்முறைகள் அதன் ஐசோட்ரோபிக் பொறித்தல் காரணமாக அனிசோட்ரோபிக் உலர் பொறிப்பால் மாற்றப்பட்டாலும், பெரிய அளவிலான முக்கியமான அல்லாத அடுக்குகளை சுத்தம் செய்வதில் இது இன்னும் முக்கிய பங்கு வகிக்கிறது. குறிப்பாக ஆக்சைடு அகற்றும் எச்சங்கள் மற்றும் எபிடெர்மல் ஸ்டிரிப்பிங் ஆகியவற்றில், உலர் பொறிப்பதை விட இது மிகவும் பயனுள்ளதாகவும் சிக்கனமாகவும் இருக்கிறது.
சிலிக்கான் ஆக்சைடு, சிலிக்கான் நைட்ரைடு, சிங்கிள் கிரிஸ்டல் சிலிக்கான் மற்றும் பாலிகிரிஸ்டலின் சிலிக்கான் ஆகியவை ஈரமான பொறிப்பின் பொருள்களில் அடங்கும். சிலிக்கான் ஆக்சைட்டின் ஈரமான பொறிப்பு பொதுவாக ஹைட்ரோஃப்ளூரிக் அமிலத்தை (HF) முக்கிய இரசாயன கேரியராகப் பயன்படுத்துகிறது. தேர்வை மேம்படுத்துவதற்காக, அம்மோனியம் ஃவுளூரைடால் இடையகப்படுத்தப்பட்ட நீர்த்த ஹைட்ரோஃப்ளூரிக் அமிலம் செயல்பாட்டில் பயன்படுத்தப்படுகிறது. pH மதிப்பின் நிலைத்தன்மையை பராமரிக்க, ஒரு சிறிய அளவு வலுவான அமிலம் அல்லது பிற கூறுகளை சேர்க்கலாம். தூய சிலிக்கான் ஆக்சைடை விட டோப் செய்யப்பட்ட சிலிக்கான் ஆக்சைடு எளிதில் அரிக்கும் தன்மை கொண்டது. ஈரமான இரசாயன நீக்கம் முக்கியமாக ஒளிக்கதிர் மற்றும் கடினமான முகமூடியை (சிலிக்கான் நைட்ரைடு) அகற்ற பயன்படுகிறது. சூடான பாஸ்போரிக் அமிலம் (H3PO4) என்பது சிலிக்கான் நைட்ரைடை அகற்ற ஈரமான இரசாயனத்தை அகற்றுவதற்குப் பயன்படுத்தப்படும் முக்கிய இரசாயன திரவமாகும், மேலும் சிலிக்கான் ஆக்சைடுக்கான நல்ல தேர்வுத் திறனைக் கொண்டுள்ளது.
ஈரமான துப்புரவு என்பது ஈரமான செதுக்குதலைப் போன்றது, மேலும் முக்கியமாக துகள்கள், கரிமப் பொருட்கள், உலோகங்கள் மற்றும் ஆக்சைடுகள் உள்ளிட்ட இரசாயன எதிர்வினைகள் மூலம் சிலிக்கான் செதில்களின் மேற்பரப்பில் உள்ள மாசுபடுத்திகளை நீக்குகிறது. முக்கிய ஈரமான சுத்தம் ஈரமான இரசாயன முறையாகும். உலர் துப்புரவு பல ஈரமான சுத்தம் முறைகளை மாற்ற முடியும் என்றாலும், ஈரமான சுத்தம் செய்வதை முழுமையாக மாற்றும் முறை எதுவும் இல்லை.
ஈரமான சுத்தம் செய்ய பொதுவாகப் பயன்படுத்தப்படும் இரசாயனங்கள் கந்தக அமிலம், ஹைட்ரோகுளோரிக் அமிலம், ஹைட்ரோபுளோரிக் அமிலம், பாஸ்போரிக் அமிலம், ஹைட்ரஜன் பெராக்சைடு, அம்மோனியம் ஹைட்ராக்சைடு, அம்மோனியம் புளோரைடு போன்றவை. நடைமுறை பயன்பாடுகளில், ஒன்று அல்லது அதற்கு மேற்பட்ட இரசாயனங்கள் தேவைக்கேற்ப குறிப்பிட்ட விகிதத்தில் டீயோனைஸ்டு நீரில் கலக்கப்படுகின்றன. SC1, SC2, DHF, BHF போன்ற துப்புரவுத் தீர்வை உருவாக்கவும்.
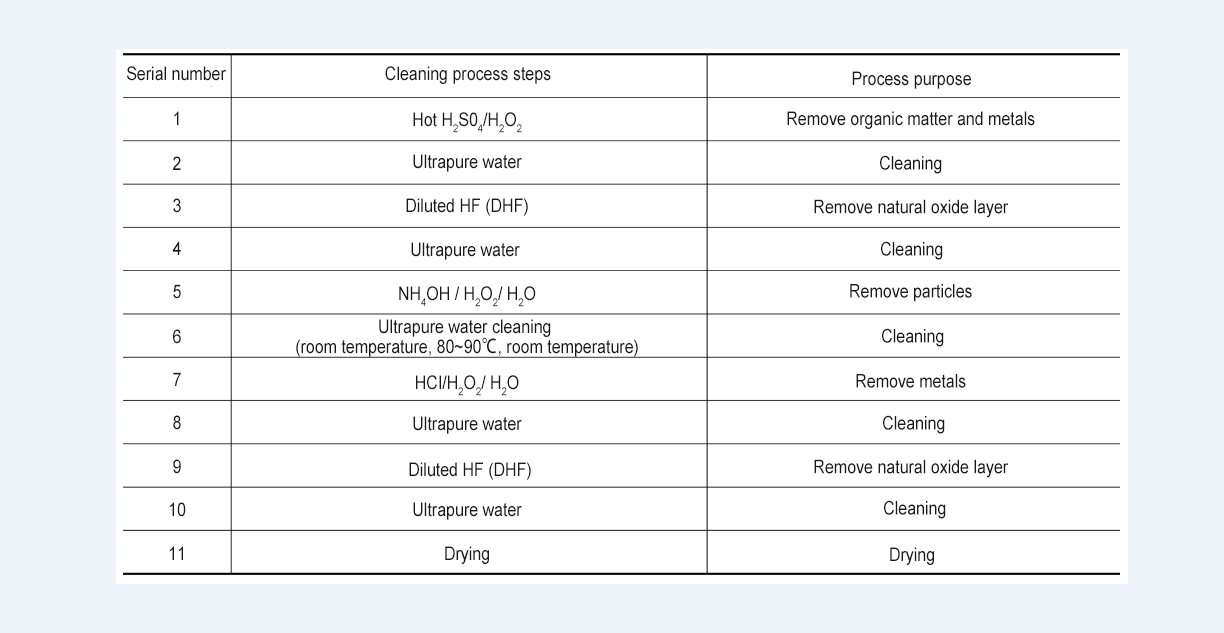
ஆக்சைடு ஃபிலிம் படிவதற்கு முன், சுத்தம் செய்வது பெரும்பாலும் பயன்படுத்தப்படுகிறது, ஏனெனில் ஆக்சைடு படத்தின் தயாரிப்பு முற்றிலும் சுத்தமான சிலிக்கான் செதில் மேற்பரப்பில் மேற்கொள்ளப்பட வேண்டும். பொதுவான சிலிக்கான் செதில் சுத்தம் செய்யும் செயல்முறை பின்வருமாறு:
2.2 உலர் பொறித்தல் மற்றும் சுத்தம் செய்தல்
2.2.1 உலர் பொறித்தல்
தொழில்துறையில் உலர் பொறித்தல் முக்கியமாக பிளாஸ்மா பொறிப்பைக் குறிக்கிறது, இது குறிப்பிட்ட பொருட்களை பொறிக்க மேம்பட்ட செயல்பாட்டுடன் பிளாஸ்மாவைப் பயன்படுத்துகிறது. பெரிய அளவிலான உற்பத்தி செயல்முறைகளில் உள்ள உபகரண அமைப்பு குறைந்த வெப்பநிலை சமநிலையற்ற பிளாஸ்மாவைப் பயன்படுத்துகிறது.
பிளாஸ்மா பொறித்தல் முக்கியமாக இரண்டு வெளியேற்ற முறைகளைப் பயன்படுத்துகிறது: கொள்ளளவு இணைந்த வெளியேற்றம் மற்றும் தூண்டல் இணைந்த வெளியேற்றம்
கொள்ளளவு இணைக்கப்பட்ட வெளியேற்ற பயன்முறையில்: வெளிப்புற ரேடியோ அலைவரிசை (RF) மின்சாரம் மூலம் இரண்டு இணை தட்டு மின்தேக்கிகளில் பிளாஸ்மா உருவாக்கப்பட்டு பராமரிக்கப்படுகிறது. வாயு அழுத்தம் பொதுவாக பல மில்லிட்டர் முதல் பத்து மில்லிட்டர் வரை இருக்கும், மேலும் அயனியாக்கம் விகிதம் 10-5க்கும் குறைவாக இருக்கும். தூண்டல் இணைக்கப்பட்ட டிஸ்சார்ஜ் பயன்முறையில்: பொதுவாக குறைந்த வாயு அழுத்தத்தில் (பல்லாயிரக்கணக்கான மில்லிட்டர்), பிளாஸ்மா தூண்டல் இணைக்கப்பட்ட உள்ளீட்டு ஆற்றலால் உருவாக்கப்பட்டு பராமரிக்கப்படுகிறது. அயனியாக்கம் விகிதம் பொதுவாக 10-5 ஐ விட அதிகமாக இருக்கும், எனவே இது உயர் அடர்த்தி பிளாஸ்மா என்றும் அழைக்கப்படுகிறது. எலக்ட்ரான் சைக்ளோட்ரான் அதிர்வு மற்றும் சைக்ளோட்ரான் அலை வெளியேற்றம் மூலமாகவும் அதிக அடர்த்தி கொண்ட பிளாஸ்மா மூலங்களைப் பெறலாம். அதிக அடர்த்தி கொண்ட பிளாஸ்மா, வெளிப்புற RF அல்லது மைக்ரோவேவ் மின்சாரம் மற்றும் அடி மூலக்கூறில் ஒரு RF சார்பு மின்சாரம் மூலம் அயனி ஓட்டம் மற்றும் அயனி குண்டுவீச்சு ஆற்றலை சுயாதீனமாக கட்டுப்படுத்துவதன் மூலம் பொறித்தல் சேதத்தை குறைக்கும் அதே வேளையில் பொறித்தல் செயல்முறையின் செதுக்கல் வீதம் மற்றும் தேர்ந்தெடுப்புத்திறனை மேம்படுத்த முடியும்.
உலர் பொறித்தல் செயல்முறை பின்வருமாறு: பொறித்தல் வாயு வெற்றிட எதிர்வினை அறைக்குள் செலுத்தப்படுகிறது, மற்றும் எதிர்வினை அறையில் அழுத்தம் உறுதிப்படுத்தப்பட்ட பிறகு, பிளாஸ்மா ரேடியோ அதிர்வெண் பளபளப்பு வெளியேற்றத்தால் உருவாக்கப்படுகிறது; அதிவேக எலக்ட்ரான்களின் தாக்கத்திற்குப் பிறகு, இது ஃப்ரீ ரேடிக்கல்களை உருவாக்க சிதைகிறது, இது அடி மூலக்கூறின் மேற்பரப்பில் பரவுகிறது மற்றும் உறிஞ்சப்படுகிறது. அயனி குண்டுவீச்சின் செயல்பாட்டின் கீழ், உறிஞ்சப்பட்ட ஃப்ரீ ரேடிக்கல்கள் அடி மூலக்கூறின் மேற்பரப்பில் உள்ள அணுக்கள் அல்லது மூலக்கூறுகளுடன் வினைபுரிந்து வாயு துணை தயாரிப்புகளை உருவாக்குகின்றன, அவை எதிர்வினை அறையிலிருந்து வெளியேற்றப்படுகின்றன. செயல்முறை பின்வரும் படத்தில் காட்டப்பட்டுள்ளது:
உலர் பொறித்தல் செயல்முறைகளை பின்வரும் நான்கு வகைகளாகப் பிரிக்கலாம்:
(1)உடல் சிதறல் பொறித்தல்: இது முக்கியமாக பிளாஸ்மாவில் உள்ள ஆற்றல்மிக்க அயனிகளை நம்பி பொறிக்கப்பட்ட பொருளின் மேற்பரப்பில் குண்டு வீசுகிறது. சிதறிய அணுக்களின் எண்ணிக்கை சம்பவத் துகள்களின் ஆற்றல் மற்றும் கோணத்தைப் பொறுத்தது. ஆற்றல் மற்றும் கோணம் மாறாமல் இருக்கும் போது, வெவ்வேறு பொருட்களின் sputtering விகிதம் பொதுவாக 2 முதல் 3 மடங்கு வேறுபடும், எனவே தேர்வு இல்லை. எதிர்வினை செயல்முறை முக்கியமாக அனிசோட்ரோபிக் ஆகும்.
(2)இரசாயன பொறித்தல்: பிளாஸ்மா வாயு-கட்ட பொறிப்பு அணுக்கள் மற்றும் மூலக்கூறுகளை வழங்குகிறது, இது பொருளின் மேற்பரப்புடன் வேதியியல் ரீதியாக வினைபுரிந்து ஆவியாகும் வாயுக்களை உருவாக்குகிறது. இந்த முற்றிலும் இரசாயன எதிர்வினை நல்ல தேர்ந்தெடுக்கும் தன்மையைக் கொண்டுள்ளது மற்றும் லட்டு கட்டமைப்பைக் கருத்தில் கொள்ளாமல் ஐசோட்ரோபிக் பண்புகளை வெளிப்படுத்துகிறது.
எடுத்துக்காட்டாக: Si (திட) + 4F → SiF4 (வாயு), ஒளிச்சேர்க்கை + O (வாயு) → CO2 (வாயு) + H2O (வாயு)
(3)அயனி ஆற்றல் உந்துதல் பொறித்தல்: அயனிகள் பொறித்தல் மற்றும் ஆற்றலைச் சுமக்கும் துகள்கள் ஆகிய இரண்டும் துகள்களாகும். அத்தகைய ஆற்றலைச் சுமந்து செல்லும் துகள்களின் பொறிப்புத் திறன் எளிமையான உடல் அல்லது இரசாயன பொறிப்பைக் காட்டிலும் ஒன்றுக்கு மேற்பட்ட வரிசை அளவு அதிகமாகும். அவற்றில், செயல்முறையின் இயற்பியல் மற்றும் வேதியியல் அளவுருக்களின் தேர்வுமுறை பொறித்தல் செயல்முறையைக் கட்டுப்படுத்தும் மையமாகும்.
(4)அயனி-தடை கூட்டு பொறித்தல்: இது முக்கியமாக பொறித்தல் செயல்பாட்டின் போது கலப்பு துகள்களால் பாலிமர் தடுப்பு பாதுகாப்பு அடுக்கின் உருவாக்கத்தைக் குறிக்கிறது. செதுக்கும் செயல்பாட்டின் போது பக்கவாட்டுகளின் பொறிப்பு எதிர்வினையைத் தடுக்க பிளாஸ்மாவுக்கு அத்தகைய பாதுகாப்பு அடுக்கு தேவைப்படுகிறது. எடுத்துக்காட்டாக, Cl உடன் C ஐ சேர்ப்பது மற்றும் Cl2 பொறித்தல் பக்கச்சுவர்கள் பொறிக்கப்படாமல் பாதுகாக்க பொறிப்பின் போது குளோரோகார்பன் கலவை அடுக்கை உருவாக்கலாம்.
2.2.1 உலர் சுத்தம்
உலர் சுத்தம் முக்கியமாக பிளாஸ்மா சுத்தம் குறிக்கிறது. பிளாஸ்மாவில் உள்ள அயனிகள் சுத்தம் செய்யப்பட வேண்டிய மேற்பரப்பை வெடிக்கச் செய்யப் பயன்படுகின்றன, மேலும் செயல்படுத்தப்பட்ட நிலையில் உள்ள அணுக்கள் மற்றும் மூலக்கூறுகள் சுத்தம் செய்யப்பட வேண்டிய மேற்பரப்புடன் தொடர்பு கொள்கின்றன, இதனால் ஒளிக்கதிர்களை அகற்றி சாம்பலாக்கும். உலர் செதுக்குதல் போலல்லாமல், உலர் துப்புரவு செயல்முறை அளவுருக்கள் பொதுவாக திசைத் தேர்வை உள்ளடக்காது, எனவே செயல்முறை வடிவமைப்பு ஒப்பீட்டளவில் எளிமையானது. பெரிய அளவிலான உற்பத்தி செயல்முறைகளில், ஃப்ளோரின் அடிப்படையிலான வாயுக்கள், ஆக்ஸிஜன் அல்லது ஹைட்ரஜன் முக்கியமாக எதிர்வினை பிளாஸ்மாவின் முக்கிய உடலாகப் பயன்படுத்தப்படுகின்றன. கூடுதலாக, ஒரு குறிப்பிட்ட அளவு ஆர்கான் பிளாஸ்மாவைச் சேர்ப்பது அயன் குண்டுவீச்சு விளைவை மேம்படுத்துகிறது, அதன் மூலம் சுத்தம் செய்யும் திறனை மேம்படுத்துகிறது.
பிளாஸ்மா உலர் சுத்தம் செயல்பாட்டில், தொலை பிளாஸ்மா முறை பொதுவாக பயன்படுத்தப்படுகிறது. ஏனெனில் துப்புரவு செயல்பாட்டில், அயனி குண்டுவீச்சினால் ஏற்படும் சேதத்தைக் கட்டுப்படுத்த பிளாஸ்மாவில் உள்ள அயனிகளின் குண்டுவீச்சு விளைவைக் குறைக்கும் என்று நம்பப்படுகிறது; மற்றும் இரசாயன இலவச தீவிரவாதிகள் மேம்படுத்தப்பட்ட எதிர்வினை சுத்தம் திறன் மேம்படுத்த முடியும். ரிமோட் பிளாஸ்மா நுண்ணலைகளைப் பயன்படுத்தி எதிர்வினை அறைக்கு வெளியே ஒரு நிலையான மற்றும் அதிக அடர்த்தி கொண்ட பிளாஸ்மாவை உருவாக்குகிறது, சுத்தம் செய்வதற்குத் தேவையான எதிர்வினையை அடைய எதிர்வினை அறைக்குள் நுழையும் ஏராளமான ஃப்ரீ ரேடிக்கல்களை உருவாக்குகிறது. தொழில்துறையில் உள்ள பெரும்பாலான உலர் துப்புரவு எரிவாயு ஆதாரங்கள் NF3 போன்ற ஃவுளூரின் அடிப்படையிலான வாயுக்களைப் பயன்படுத்துகின்றன, மேலும் NF3 இன் 99% க்கும் அதிகமானவை மைக்ரோவேவ் பிளாஸ்மாவில் சிதைக்கப்படுகின்றன. உலர் துப்புரவு செயல்பாட்டில் கிட்டத்தட்ட அயனி குண்டுவீச்சு விளைவு இல்லை, எனவே சிலிக்கான் செதில்களை சேதத்திலிருந்து பாதுகாப்பது மற்றும் எதிர்வினை அறையின் ஆயுளை நீட்டிப்பது நன்மை பயக்கும்.
மூன்று ஈரமான பொறித்தல் மற்றும் சுத்தம் செய்யும் உபகரணங்கள்
3.1 தொட்டி வகை செதில் சுத்தம் செய்யும் இயந்திரம்
தொட்டி-வகை செதில் துப்புரவு இயந்திரம் முக்கியமாக முன்-திறக்கும் செதில் பரிமாற்ற பெட்டி டிரான்ஸ்மிஷன் தொகுதி, ஒரு செதில் ஏற்றுதல் / இறக்குதல் டிரான்ஸ்மிஷன் தொகுதி, ஒரு வெளியேற்ற காற்று உட்கொள்ளும் தொகுதி, ஒரு இரசாயன திரவ தொட்டி தொகுதி, ஒரு டீயோனைஸ் செய்யப்பட்ட நீர் தொட்டி தொகுதி, ஒரு உலர்த்தும் தொட்டி ஆகியவற்றைக் கொண்டுள்ளது. தொகுதி மற்றும் ஒரு கட்டுப்பாட்டு தொகுதி. இது ஒரே நேரத்தில் செதில்களின் பல பெட்டிகளை சுத்தம் செய்ய முடியும் மற்றும் செதில்களின் உலர் மற்றும் உலர்-அவுட் அடைய முடியும்.
3.2 அகழி வேஃபர் எச்சர்
3.3 ஒற்றை வேஃபர் ஈரமான செயலாக்க உபகரணங்கள்
வெவ்வேறு செயல்முறை நோக்கங்களின்படி, ஒற்றை வேஃபர் ஈரமான செயல்முறை உபகரணங்களை மூன்று வகைகளாகப் பிரிக்கலாம். முதல் வகை ஒற்றை செதில் சுத்தம் செய்யும் கருவியாகும், இதன் துப்புரவு இலக்குகளில் துகள்கள், கரிமப் பொருட்கள், இயற்கை ஆக்சைடு அடுக்கு, உலோக அசுத்தங்கள் மற்றும் பிற மாசுக்கள் அடங்கும்; இரண்டாவது வகை ஒற்றை செதில் ஸ்க்ரப்பிங் கருவியாகும், இதன் முக்கிய செயல்முறை நோக்கம் செதில்களின் மேற்பரப்பில் உள்ள துகள்களை அகற்றுவதாகும்; மூன்றாவது வகை ஒற்றை செதில் பொறித்தல் கருவியாகும், இது முக்கியமாக மெல்லிய படங்களை அகற்ற பயன்படுகிறது. வெவ்வேறு செயல்முறை நோக்கங்களின்படி, ஒற்றை செதில் பொறித்தல் கருவிகளை இரண்டு வகைகளாகப் பிரிக்கலாம். முதல் வகை லேசான பொறித்தல் கருவியாகும், இது முக்கியமாக உயர் ஆற்றல் அயனி பொருத்துதலால் ஏற்படும் மேற்பரப்பு பட சேத அடுக்குகளை அகற்ற பயன்படுகிறது; இரண்டாவது வகை தியாக அடுக்கு அகற்றும் கருவியாகும், இது முக்கியமாக செதில் மெலிதல் அல்லது இரசாயன மெக்கானிக்கல் பாலிஷ் செய்த பிறகு தடுப்பு அடுக்குகளை அகற்ற பயன்படுகிறது.
ஒட்டுமொத்த இயந்திர கட்டமைப்பின் கண்ணோட்டத்தில், அனைத்து வகையான ஒற்றை-செதில் ஈரமான செயல்முறை உபகரணங்களின் அடிப்படை கட்டமைப்பு ஒத்ததாக உள்ளது, பொதுவாக ஆறு பகுதிகளைக் கொண்டுள்ளது: பிரதான சட்டகம், செதில் பரிமாற்ற அமைப்பு, அறை தொகுதி, இரசாயன திரவ வழங்கல் மற்றும் பரிமாற்ற தொகுதி, மென்பொருள் அமைப்பு மற்றும் மின்னணு கட்டுப்பாட்டு தொகுதி.
3.4 ஒற்றை வேஃபர் சுத்தம் செய்யும் கருவி
ஒற்றை செதில் சுத்தம் செய்யும் கருவி பாரம்பரிய RCA துப்புரவு முறையின் அடிப்படையில் வடிவமைக்கப்பட்டுள்ளது, மேலும் அதன் செயல்முறை நோக்கம் துகள்கள், கரிமப் பொருட்கள், இயற்கை ஆக்சைடு அடுக்கு, உலோக அசுத்தங்கள் மற்றும் பிற மாசுபாடுகளை சுத்தம் செய்வதாகும். செயல்முறை பயன்பாட்டின் அடிப்படையில், ஒற்றை செதில் துப்புரவு உபகரணங்கள் தற்போது ஒருங்கிணைந்த மின்சுற்று உற்பத்தியின் முன்-இறுதி மற்றும் பின்-இறுதி செயல்முறைகளில் பரவலாகப் பயன்படுத்தப்படுகின்றன, இதில் படம் உருவாவதற்கு முன்னும் பின்னும் சுத்தம் செய்தல், பிளாஸ்மா பொறித்த பிறகு சுத்தம் செய்தல், அயன் பொருத்தப்பட்ட பிறகு சுத்தம் செய்தல், இரசாயனத்திற்குப் பிறகு சுத்தம் செய்தல். மெக்கானிக்கல் பாலிஷ், மற்றும் உலோக படிவு பிறகு சுத்தம். உயர்-வெப்பநிலை பாஸ்போரிக் அமில செயல்முறையைத் தவிர, ஒற்றை செதில் சுத்தம் செய்யும் உபகரணங்கள் அடிப்படையில் அனைத்து துப்புரவு செயல்முறைகளுக்கும் இணக்கமாக இருக்கும்.
3.5 ஒற்றை வேஃபர் பொறித்தல் உபகரணங்கள்
ஒற்றை வேஃபர் எச்சிங் கருவியின் செயல்முறை நோக்கம் முக்கியமாக மெல்லிய பட பொறித்தல் ஆகும். செயல்முறை நோக்கத்தின்படி, இது இரண்டு வகைகளாகப் பிரிக்கப்படலாம், அதாவது, ஒளி பொறித்தல் கருவி (அதிக ஆற்றல் அயனி பொருத்துதலால் ஏற்படும் மேற்பரப்பு பட சேத அடுக்கை அகற்றப் பயன்படுகிறது) மற்றும் தியாக அடுக்கு அகற்றும் கருவி (செதில்க்குப் பிறகு தடுப்பு அடுக்கை அகற்றப் பயன்படுகிறது. மெல்லிய அல்லது இரசாயன மெக்கானிக்கல் பாலிஷ்). செயல்பாட்டில் அகற்றப்பட வேண்டிய பொருட்களில் பொதுவாக சிலிக்கான், சிலிக்கான் ஆக்சைடு, சிலிக்கான் நைட்ரைடு மற்றும் உலோக பட அடுக்குகள் அடங்கும்.
நான்கு உலர் பொறித்தல் மற்றும் சுத்தம் செய்யும் உபகரணங்கள்
4.1 பிளாஸ்மா பொறிக்கும் கருவிகளின் வகைப்பாடு
தூய இயற்பியல் எதிர்வினைக்கு நெருக்கமான அயனி ஸ்பட்டரிங் பொறித்தல் கருவிகள் மற்றும் தூய இரசாயன எதிர்வினைக்கு நெருக்கமான டிகம்மிங் கருவிகள் தவிர, வெவ்வேறு பிளாஸ்மா உருவாக்கம் மற்றும் கட்டுப்பாட்டு தொழில்நுட்பங்களின்படி பிளாஸ்மா செதுக்குதலை தோராயமாக இரண்டு வகைகளாகப் பிரிக்கலாம்:
- கொள்ளளவு இணைக்கப்பட்ட பிளாஸ்மா (CCP) பொறித்தல்;
தூண்டல் இணைக்கப்பட்ட பிளாஸ்மா (ஐசிபி) பொறித்தல்.
4.1.1 CCP
திறனுடன் இணைந்த பிளாஸ்மா எச்சிங் என்பது ரேடியோ அதிர்வெண் மின் விநியோகத்தை எதிர்வினை அறையில் உள்ள மேல் மற்றும் கீழ் மின்முனைகளில் ஒன்று அல்லது இரண்டிற்கும் இணைப்பதாகும், மேலும் இரண்டு தட்டுகளுக்கு இடையில் உள்ள பிளாஸ்மா ஒரு எளிய சமமான சுற்றுகளில் மின்தேக்கியை உருவாக்குகிறது.
இதுபோன்ற இரண்டு ஆரம்பகால தொழில்நுட்பங்கள் உள்ளன:
ஒன்று ஆரம்பகால பிளாஸ்மா எச்சிங் ஆகும், இது RF மின்சாரத்தை மேல் மின்முனையுடன் இணைக்கிறது மற்றும் செதில் அமைந்துள்ள கீழ் மின்முனையானது தரையிறக்கப்பட்டுள்ளது. இந்த வழியில் உருவாக்கப்படும் பிளாஸ்மா செதில்களின் மேற்பரப்பில் போதுமான தடிமனான அயனி உறையை உருவாக்காது என்பதால், அயன் குண்டுவீச்சு ஆற்றல் குறைவாக உள்ளது, மேலும் இது பொதுவாக சிலிக்கான் பொறித்தல் போன்ற செயல்முறைகளில் பயன்படுத்தப்படுகிறது.
மற்றொன்று ஆரம்பகால எதிர்வினை அயனி எச்சிங் (RIE), இது RF மின்சார விநியோகத்தை செதில் அமைந்துள்ள கீழ் மின்முனையுடன் இணைக்கிறது, மேலும் மேல் மின்முனையை ஒரு பெரிய பரப்பளவுடன் தரையிறக்குகிறது. இந்த தொழில்நுட்பம் ஒரு தடிமனான அயனி உறையை உருவாக்க முடியும், இது மின்கடத்தா பொறித்தல் செயல்முறைகளுக்கு ஏற்றது, இது எதிர்வினையில் பங்கேற்க அதிக அயனி ஆற்றல் தேவைப்படுகிறது. ஆரம்பகால வினைத்திறன் அயனி பொறிப்பின் அடிப்படையில், RF மின்புலத்திற்கு செங்குத்தாக ஒரு DC காந்தப்புலம் எக்ஸ்பி சறுக்கலை உருவாக்குகிறது, இது எலக்ட்ரான்கள் மற்றும் வாயு துகள்களின் மோதல் வாய்ப்பை அதிகரிக்கும், இதன் மூலம் பிளாஸ்மா செறிவு மற்றும் பொறித்தல் வீதத்தை திறம்பட மேம்படுத்துகிறது. இந்த எச்சிங் காந்தப்புலம் மேம்படுத்தப்பட்ட எதிர்வினை அயன் எச்சிங் (MERIE) என்று அழைக்கப்படுகிறது.
மேற்கூறிய மூன்று தொழில்நுட்பங்களும் ஒரு பொதுவான குறைபாட்டைக் கொண்டுள்ளன, அதாவது பிளாஸ்மா செறிவு மற்றும் அதன் ஆற்றலைத் தனித்தனியாகக் கட்டுப்படுத்த முடியாது. எடுத்துக்காட்டாக, செதுக்கல் விகிதத்தை அதிகரிக்க, பிளாஸ்மா செறிவை அதிகரிக்க RF சக்தியை அதிகரிக்கும் முறையைப் பயன்படுத்தலாம், ஆனால் அதிகரித்த RF சக்தி தவிர்க்க முடியாமல் அயன் ஆற்றலின் அதிகரிப்புக்கு வழிவகுக்கும், இது சாதனங்களுக்கு சேதத்தை ஏற்படுத்தும். செதில். கடந்த தசாப்தத்தில், கொள்ளளவு இணைப்பு தொழில்நுட்பம் பல RF மூலங்களின் வடிவமைப்பை ஏற்றுக்கொண்டது, அவை முறையே மேல் மற்றும் கீழ் மின்முனைகளுடன் அல்லது இரண்டும் கீழ் மின்முனையுடன் இணைக்கப்பட்டுள்ளன.
வெவ்வேறு RF அதிர்வெண்களைத் தேர்ந்தெடுத்து பொருத்துவதன் மூலம், எலக்ட்ரோடு பகுதி, இடைவெளி, பொருட்கள் மற்றும் பிற முக்கிய அளவுருக்கள் ஒருவருக்கொருவர் ஒருங்கிணைக்கப்படுகின்றன, பிளாஸ்மா செறிவு மற்றும் அயனி ஆற்றலை முடிந்தவரை துண்டிக்க முடியும்.
4.1.2 ஐசிபி
தூண்டுதலால் இணைக்கப்பட்ட பிளாஸ்மா எச்சிங் என்பது ரேடியோ அலைவரிசை மின்சக்தியுடன் இணைக்கப்பட்ட ஒன்று அல்லது அதற்கு மேற்பட்ட செட் சுருள்களை எதிர்வினை அறையின் மீது அல்லது அதைச் சுற்றி வைப்பதாகும். சுருளில் உள்ள ரேடியோ அதிர்வெண் மின்னோட்டத்தால் உருவாக்கப்பட்ட மாற்று காந்தப்புலம் எலக்ட்ரான்களை முடுக்கி, அதன் மூலம் பிளாஸ்மாவை உருவாக்க மின்கடத்தா சாளரத்தின் வழியாக எதிர்வினை அறைக்குள் நுழைகிறது. ஒரு எளிமைப்படுத்தப்பட்ட சமமான மின்சுற்றில் (மின்மாற்றி), சுருள் முதன்மை முறுக்கு தூண்டல் ஆகும், மேலும் பிளாஸ்மா இரண்டாம் நிலை முறுக்கு தூண்டல் ஆகும்.
இந்த இணைத்தல் முறையானது பிளாஸ்மா செறிவை அடைய முடியும், இது குறைந்த அழுத்தத்தில் கொள்ளளவு இணைப்பதை விட ஒன்றுக்கு மேற்பட்ட வரிசை அளவு அதிகமாகும். கூடுதலாக, இரண்டாவது RF மின்சாரம் அயன் குண்டுவீச்சு ஆற்றலை வழங்குவதற்காக ஒரு சார்பு சக்தியாக செதில் இருக்கும் இடத்துடன் இணைக்கப்பட்டுள்ளது. எனவே, அயனி செறிவு சுருளின் மூல மின்சார விநியோகத்தைப் பொறுத்தது மற்றும் அயனி ஆற்றல் சார்பு மின்சார விநியோகத்தைப் பொறுத்தது, இதன் மூலம் செறிவு மற்றும் ஆற்றலின் முழுமையான துண்டிப்பை அடைகிறது.
4.2 பிளாஸ்மா பொறித்தல் உபகரணங்கள்
உலர் எச்சிங்கில் உள்ள அனைத்து பொறிகளும் நேரடியாகவோ அல்லது மறைமுகமாகவோ பிளாஸ்மாவிலிருந்து உருவாக்கப்படுகின்றன, எனவே உலர் பொறிப்பு பெரும்பாலும் பிளாஸ்மா எச்சிங் என்று அழைக்கப்படுகிறது. பிளாஸ்மா பொறித்தல் என்பது ஒரு பரந்த பொருளில் பிளாஸ்மா பொறித்தல் ஆகும். இரண்டு ஆரம்ப பிளாட்-ப்ளேட் அணுஉலை வடிவமைப்புகளில், ஒன்று செதில் அமைந்துள்ள தகட்டை தரையிறக்குவது மற்றும் மற்ற தட்டு RF மூலத்துடன் இணைக்கப்பட்டுள்ளது; மற்றொன்று எதிர். முந்தைய வடிவமைப்பில், தரையிறக்கப்பட்ட தட்டின் பரப்பளவு பொதுவாக RF மூலத்துடன் இணைக்கப்பட்ட தட்டின் பகுதியை விட பெரியதாக இருக்கும், மேலும் அணு உலையில் வாயு அழுத்தம் அதிகமாக இருக்கும். செதில்களின் மேற்பரப்பில் உருவாகும் அயனி உறை மிகவும் மெல்லியதாக உள்ளது, மேலும் செதில் பிளாஸ்மாவில் "மூழ்கியதாக" தெரிகிறது. பொறித்தல் முக்கியமாக பிளாஸ்மாவில் செயலில் உள்ள துகள்கள் மற்றும் பொறிக்கப்பட்ட பொருளின் மேற்பரப்பிற்கு இடையேயான இரசாயன எதிர்வினை மூலம் நிறைவு செய்யப்படுகிறது. அயனி குண்டுவீச்சின் ஆற்றல் மிகவும் சிறியது, மேலும் பொறிப்பதில் அதன் பங்கு மிகவும் குறைவாக உள்ளது. இந்த வடிவமைப்பு பிளாஸ்மா எச்சிங் பயன்முறை என்று அழைக்கப்படுகிறது. மற்றொரு வடிவமைப்பில், அயன் குண்டுவீச்சின் பங்கேற்பின் அளவு ஒப்பீட்டளவில் பெரியதாக இருப்பதால், அது எதிர்வினை அயனி எச்சிங் பயன்முறை என்று அழைக்கப்படுகிறது.
4.3 எதிர்வினை அயன் பொறித்தல் கருவி
ரியாக்டிவ் அயன் எச்சிங் (RIE) என்பது பொறித்தல் செயல்முறையைக் குறிக்கிறது, இதில் செயலில் உள்ள துகள்கள் மற்றும் சார்ஜ் செய்யப்பட்ட அயனிகள் ஒரே நேரத்தில் செயல்பாட்டில் பங்கேற்கின்றன. அவற்றில், செயலில் உள்ள துகள்கள் முக்கியமாக நடுநிலைத் துகள்கள் (ஃப்ரீ ரேடிக்கல்கள் என்றும் அழைக்கப்படுகின்றன), அதிக செறிவு (சுமார் 1% முதல் 10% வரை வாயு செறிவு) கொண்டவை, இவை எட்சாண்டின் முக்கிய கூறுகளாகும். அவற்றுக்கும் பொறிக்கப்பட்ட பொருட்களுக்கும் இடையிலான இரசாயன எதிர்வினையால் உற்பத்தி செய்யப்படும் பொருட்கள் ஆவியாகும் மற்றும் எதிர்வினை அறையிலிருந்து நேரடியாக பிரித்தெடுக்கப்படுகின்றன, அல்லது பொறிக்கப்பட்ட மேற்பரப்பில் குவிக்கப்படுகின்றன; சார்ஜ் செய்யப்பட்ட அயனிகள் குறைந்த செறிவில் இருக்கும் போது (வாயு செறிவு 10-4 முதல் 10-3 வரை), மேலும் அவை செதில்களின் மேற்பரப்பில் உருவாகும் அயனி உறையின் மின்சார புலத்தால் பொறிக்கப்பட்ட மேற்பரப்பை வெடிக்கச் செய்யும். சார்ஜ் செய்யப்பட்ட துகள்களின் இரண்டு முக்கிய செயல்பாடுகள் உள்ளன. ஒன்று, பொறிக்கப்பட்ட பொருளின் அணு அமைப்பை அழித்து, அதன் மூலம் செயலில் உள்ள துகள்கள் அதனுடன் வினைபுரியும் விகிதத்தை துரிதப்படுத்துகிறது; மற்றொன்று, குவிக்கப்பட்ட எதிர்வினை தயாரிப்புகளை வெடிகுண்டு வீசி அகற்றுவது, இதனால் பொறிக்கப்பட்ட பொருள் செயலில் உள்ள துகள்களுடன் முழு தொடர்பில் இருக்கும், அதனால் பொறித்தல் தொடர்கிறது.
பொறித்தல் வினையில் அயனிகள் நேரடியாகப் பங்கேற்காததால் (அல்லது உடல் குண்டுவீச்சு அகற்றுதல் மற்றும் செயலில் உள்ள அயனிகளின் நேரடி இரசாயன பொறித்தல் போன்ற மிகக் குறைந்த விகிதத்திற்குக் காரணமாகும்), கண்டிப்பாகச் சொன்னால், மேலே உள்ள பொறித்தல் செயல்முறையை அயனி-உதவி பொறித்தல் என்று அழைக்க வேண்டும். எதிர்வினை அயன் பொறித்தல் என்ற பெயர் துல்லியமாக இல்லை, ஆனால் அது இன்றும் பயன்படுத்தப்படுகிறது. ஆரம்பகால RIE உபகரணங்கள் 1980 களில் பயன்படுத்தப்பட்டன. ஒற்றை RF மின்சாரம் மற்றும் ஒப்பீட்டளவில் எளிமையான எதிர்வினை அறை வடிவமைப்பின் பயன்பாடு காரணமாக, பொறித்தல் விகிதம், சீரான தன்மை மற்றும் தேர்ந்தெடுக்கும் தன்மை ஆகியவற்றின் அடிப்படையில் இது வரம்புகளைக் கொண்டுள்ளது.
4.4 காந்தப்புலம் மேம்படுத்தப்பட்ட எதிர்வினை அயன் பொறித்தல் கருவி
MERIE (காந்தமாக மேம்படுத்தப்பட்ட ரியாக்டிவ் அயன் பொறித்தல்) சாதனம் என்பது பிளாட்-பேனல் RIE சாதனத்தில் DC காந்தப்புலத்தைச் சேர்ப்பதன் மூலம் உருவாக்கப்பட்ட ஒரு செதுக்கல் சாதனமாகும்.
MERIE உபகரணங்கள் 1990 களில் பெரிய அளவில் பயன்படுத்தப்பட்டன, அப்போது ஒற்றை-செதில் பொறித்தல் உபகரணங்கள் தொழில்துறையில் முக்கிய உபகரணமாக மாறியது. MERIE உபகரணங்களின் மிகப்பெரிய தீமை என்னவென்றால், காந்தப்புலத்தால் ஏற்படும் பிளாஸ்மா செறிவின் இடஞ்சார்ந்த விநியோக சீரற்ற தன்மை ஒருங்கிணைந்த மின்சுற்று சாதனத்தில் தற்போதைய அல்லது மின்னழுத்த வேறுபாடுகளுக்கு வழிவகுக்கும், இதனால் சாதனம் சேதமடையும். இந்த சேதம் உடனடி ஒத்திசைவின்மையால் ஏற்படுவதால், காந்தப்புலத்தின் சுழற்சியால் அதை அகற்ற முடியாது. ஒருங்கிணைக்கப்பட்ட சுற்றுகளின் அளவு தொடர்ந்து சுருங்குவதால், அவற்றின் சாதன சேதம் பிளாஸ்மா சீரற்ற தன்மைக்கு அதிக உணர்திறன் கொண்டது, மேலும் காந்தப்புலத்தை மேம்படுத்துவதன் மூலம் பொறித்தல் விகிதத்தை அதிகரிக்கும் தொழில்நுட்பம் படிப்படியாக பல-RF பவர் சப்ளை பிளானர் ரியாக்டிவ் அயன் பொறித்தல் தொழில்நுட்பத்தால் மாற்றப்பட்டது. என்பது, கொள்ளளவு இணைக்கப்பட்ட பிளாஸ்மா எச்சிங் தொழில்நுட்பம்.
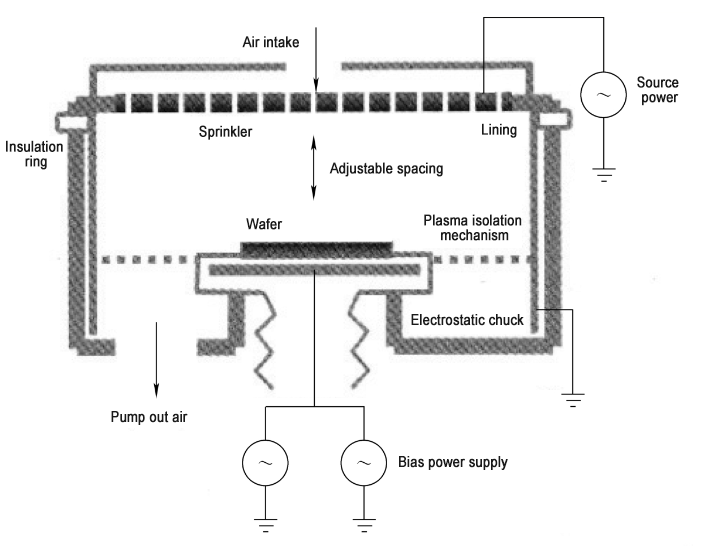
4.5 கொள்ளளவு இணைக்கப்பட்ட பிளாஸ்மா பொறிக்கும் கருவி
கொள்ளளவு இணைக்கப்பட்ட பிளாஸ்மா (CCP) பொறித்தல் கருவி என்பது ரேடியோ அதிர்வெண் (அல்லது DC) மின் விநியோகத்தை மின்முனைத் தகட்டில் பயன்படுத்துவதன் மூலம் கொள்ளளவு இணைப்பு மூலம் எதிர்வினை அறையில் பிளாஸ்மாவை உருவாக்கும் ஒரு சாதனமாகும். அதன் செதுக்கல் கொள்கை எதிர்வினை அயனி பொறிக்கும் கருவியைப் போன்றது.
CCP பொறிக்கும் கருவியின் எளிமைப்படுத்தப்பட்ட திட்ட வரைபடம் கீழே காட்டப்பட்டுள்ளது. இது பொதுவாக வெவ்வேறு அதிர்வெண்களின் இரண்டு அல்லது மூன்று RF மூலங்களைப் பயன்படுத்துகிறது, மேலும் சில DC மின் விநியோகங்களையும் பயன்படுத்துகின்றன. RF மின் விநியோகத்தின் அதிர்வெண் 800kHz~162MHz ஆகும், மேலும் பொதுவாகப் பயன்படுத்தப்படும்வை 2MHz, 4MHz, 13MHz, 27MHz, 40MHz மற்றும் 60MHz. 2MHz அல்லது 4MHz அதிர்வெண் கொண்ட RF பவர் சப்ளைகள் பொதுவாக குறைந்த அதிர்வெண் RF ஆதாரங்கள் என்று அழைக்கப்படுகின்றன. அவை பொதுவாக செதில் அமைந்துள்ள கீழ் மின்முனையுடன் இணைக்கப்பட்டுள்ளன. அவை அயனி ஆற்றலைக் கட்டுப்படுத்துவதில் மிகவும் பயனுள்ளதாக இருக்கும், எனவே அவை சார்பு மின் விநியோகம் என்றும் அழைக்கப்படுகின்றன; 27MHz க்கும் அதிகமான அதிர்வெண் கொண்ட RF பவர் சப்ளைகள் உயர் அதிர்வெண் RF ஆதாரங்கள் என்று அழைக்கப்படுகின்றன. அவை மேல் மின்முனை அல்லது கீழ் மின்முனையுடன் இணைக்கப்படலாம். அவை பிளாஸ்மா செறிவைக் கட்டுப்படுத்துவதில் மிகவும் பயனுள்ளதாக இருக்கும், எனவே அவை மூல மின்சாரம் என்றும் அழைக்கப்படுகின்றன. 13MHz RF மின்சாரம் நடுவில் உள்ளது மற்றும் பொதுவாக மேலே உள்ள இரண்டு செயல்பாடுகளையும் கொண்டதாக கருதப்படுகிறது ஆனால் ஒப்பீட்டளவில் பலவீனமாக உள்ளது. பிளாஸ்மா செறிவு மற்றும் ஆற்றலை ஒரு குறிப்பிட்ட வரம்பிற்குள் வெவ்வேறு அதிர்வெண்களின் (டிகூப்லிங் விளைவு என அழைக்கப்படுபவை) பல்வேறு அதிர்வெண்களின் சக்தி மூலம் சரிசெய்ய முடியும் என்றாலும், கொள்ளளவு இணைப்பின் சிறப்பியல்புகளின் காரணமாக, அவற்றை முழுமையாகச் சரிசெய்து கட்டுப்படுத்த முடியாது.
அயனிகளின் ஆற்றல் விநியோகம் பொறித்தல் மற்றும் சாதன சேதத்தின் விரிவான செயல்திறனில் குறிப்பிடத்தக்க தாக்கத்தை ஏற்படுத்துகிறது, எனவே அயனி ஆற்றல் விநியோகத்தை மேம்படுத்துவதற்கான தொழில்நுட்பத்தின் வளர்ச்சி மேம்பட்ட செதுக்கல் கருவிகளின் முக்கிய புள்ளிகளில் ஒன்றாக மாறியுள்ளது. தற்போது, உற்பத்தியில் வெற்றிகரமாகப் பயன்படுத்தப்படும் தொழில்நுட்பங்களில் மல்டி-ஆர்எஃப் ஹைப்ரிட் டிரைவ், டிசி சூப்பர்போசிஷன், டிசி பல்ஸ் பயாஸுடன் இணைந்த ஆர்எஃப் மற்றும் பயாஸ் பவர் சப்ளை மற்றும் சோர்ஸ் பவர் சப்ளையின் சிங்க்ரோனஸ் பல்ஸ்டு ஆர்எஃப் வெளியீடு ஆகியவை அடங்கும்.
CCP பொறித்தல் கருவி மிகவும் பரவலாகப் பயன்படுத்தப்படும் இரண்டு வகையான பிளாஸ்மா பொறித்தல் கருவிகளில் ஒன்றாகும். இது முக்கியமாக லாஜிக் சிப் செயல்முறையின் முன் நிலையில் கேட் சைட்வால் மற்றும் ஹார்ட் மாஸ்க் பொறித்தல், நடுத்தர நிலையில் தொடர்பு துளை பொறித்தல், பின் நிலையில் மொசைக் மற்றும் அலுமினியம் திண்டு பொறித்தல் போன்ற மின்கடத்தா பொருட்களின் பொறிப்பு செயல்பாட்டில் பயன்படுத்தப்படுகிறது. 3D ஃபிளாஷ் மெமரி சிப் செயல்பாட்டில் ஆழமான அகழிகள், ஆழமான துளைகள் மற்றும் வயரிங் தொடர்பு துளைகளை பொறித்தல் (சிலிக்கான் நைட்ரைடு/சிலிக்கானை எடுத்து உதாரணமாக ஆக்சைடு அமைப்பு).
CCP பொறித்தல் கருவிகள் எதிர்கொள்ளும் இரண்டு முக்கிய சவால்கள் மற்றும் முன்னேற்றத் திசைகள் உள்ளன. முதலாவதாக, மிக அதிக அயனி ஆற்றலின் பயன்பாட்டில், உயர் விகித கட்டமைப்புகளின் பொறிக்கும் திறன் (3D ஃபிளாஷ் நினைவகத்தின் துளை மற்றும் பள்ளம் பொறித்தல் போன்றவை 50:1 ஐ விட அதிக விகிதம் தேவைப்படுகிறது). அயனி ஆற்றலை அதிகரிக்க சார்பு சக்தியை அதிகரிக்கும் தற்போதைய முறை 10,000 வாட்ஸ் வரை RF மின் விநியோகங்களைப் பயன்படுத்துகிறது. அதிக அளவு வெப்பம் உருவாக்கப்படுவதால், எதிர்வினை அறையின் குளிர்ச்சி மற்றும் வெப்பநிலை கட்டுப்பாட்டு தொழில்நுட்பம் தொடர்ந்து மேம்படுத்தப்பட வேண்டும். இரண்டாவதாக, பொறிக்கும் திறனின் சிக்கலை அடிப்படையில் தீர்க்க புதிய பொறிப்பு வாயுக்களின் வளர்ச்சியில் ஒரு முன்னேற்றம் இருக்க வேண்டும்.
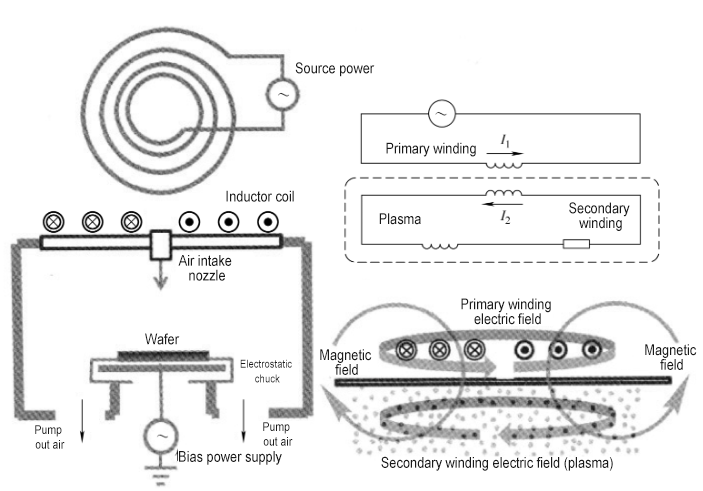
4.6 தூண்டக்கூடிய முறையில் இணைக்கப்பட்ட பிளாஸ்மா பொறித்தல் உபகரணங்கள்
தூண்டல் இணைக்கப்பட்ட பிளாஸ்மா (ஐசிபி) பொறித்தல் கருவி என்பது ஒரு ரேடியோ அதிர்வெண் சக்தி மூலத்தின் ஆற்றலை ஒரு காந்தப்புலத்தின் வடிவத்தில் ஒரு எதிர்வினை அறைக்குள் ஒரு தூண்டல் சுருள் வழியாக இணைக்கும் ஒரு சாதனமாகும், இதன் மூலம் பொறிப்பதற்காக பிளாஸ்மாவை உருவாக்குகிறது. அதன் செதுக்கல் கொள்கையும் பொதுமைப்படுத்தப்பட்ட எதிர்வினை அயனி எச்சிங்கிற்கு சொந்தமானது.
ICP பொறிக்கும் கருவிகளுக்கு இரண்டு முக்கிய வகையான பிளாஸ்மா மூல வடிவமைப்புகள் உள்ளன. ஒன்று லாம் ரிசர்ச் உருவாக்கி தயாரித்த டிரான்ஸ்பார்மர் கப்பல்டு பிளாஸ்மா (TCP) தொழில்நுட்பம். அதன் தூண்டல் சுருள் எதிர்வினை அறைக்கு மேலே மின்கடத்தா சாளர விமானத்தில் வைக்கப்படுகிறது. 13.56MHz RF சமிக்ஞையானது மின்கடத்தா சாளரத்திற்கு செங்குத்தாக இருக்கும் சுருளில் ஒரு மாற்று காந்தப்புலத்தை உருவாக்குகிறது மற்றும் சுருள் அச்சை மையமாக கொண்டு கதிரியக்கமாக வேறுபடுகிறது.
மின்கடத்தா சாளரத்தின் வழியாக காந்தப்புலம் எதிர்வினை அறைக்குள் நுழைகிறது, மேலும் மாற்று காந்தப்புலம் எதிர்வினை அறையில் உள்ள மின்கடத்தா சாளரத்திற்கு இணையாக ஒரு மாற்று மின்சார புலத்தை உருவாக்குகிறது, இதன் மூலம் பொறிக்கப்பட்ட வாயுவின் விலகலை அடைகிறது மற்றும் பிளாஸ்மாவை உருவாக்குகிறது. இந்தக் கொள்கையானது ஒரு மின்மாற்றியாக ஒரு மின்மாற்றியாகவும், முதன்மை முறுக்குகளாகவும், எதிர்வினை அறையில் உள்ள பிளாஸ்மாவை இரண்டாம் நிலை முறுக்குகளாகவும் புரிந்து கொள்ள முடியும் என்பதால், ICP பொறித்தல் இதற்குப் பெயரிடப்பட்டது.
TCP தொழில்நுட்பத்தின் முக்கிய நன்மை என்னவென்றால், கட்டமைப்பை அளவிட எளிதானது. எடுத்துக்காட்டாக, 200 மிமீ செதில் முதல் 300 மிமீ செதில் வரை, சுருளின் அளவை அதிகரிப்பதன் மூலம் டிசிபி அதே எச்சிங் விளைவை பராமரிக்க முடியும்.
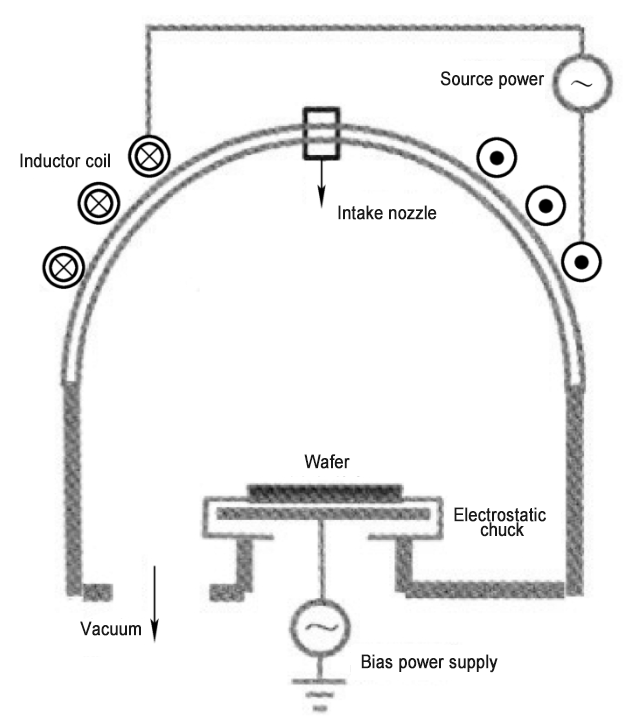
மற்றொரு பிளாஸ்மா மூல வடிவமைப்பு, அமெரிக்காவின் அப்ளைடு மெட்டீரியல்ஸ், இன்க். மூலம் உருவாக்கப்பட்ட மற்றும் உற்பத்தி செய்யப்பட்ட துண்டிக்கப்பட்ட பிளாஸ்மா மூல (DPS) தொழில்நுட்பமாகும். அதன் தூண்டல் சுருள் ஒரு அரைக்கோள மின்கடத்தா சாளரத்தில் முப்பரிமாணமாக காயப்படுத்தப்பட்டுள்ளது. பிளாஸ்மாவை உருவாக்கும் கொள்கை மேற்கூறிய TCP தொழில்நுட்பத்தைப் போலவே உள்ளது, ஆனால் வாயு விலகல் திறன் ஒப்பீட்டளவில் அதிகமாக உள்ளது, இது அதிக பிளாஸ்மா செறிவு பெறுவதற்கு உகந்ததாகும்.
பிளாஸ்மாவை உருவாக்குவதற்கான தூண்டல் இணைப்பின் செயல்திறன் கொள்ளளவு இணைப்பதை விட அதிகமாக இருப்பதால், பிளாஸ்மா முக்கியமாக மின்கடத்தா சாளரத்திற்கு அருகில் உள்ள பகுதியில் உருவாக்கப்படுகிறது, அதன் பிளாஸ்மா செறிவு அடிப்படையில் மின்தூண்டியுடன் இணைக்கப்பட்ட மூல மின்சார விநியோகத்தின் சக்தியால் தீர்மானிக்கப்படுகிறது. சுருள், மற்றும் செதிலின் மேற்பரப்பில் உள்ள அயனி உறையில் உள்ள அயனி ஆற்றல் அடிப்படையில் சார்பு மின்சார விநியோகத்தின் சக்தியால் தீர்மானிக்கப்படுகிறது, எனவே அயனிகளின் செறிவு மற்றும் ஆற்றலை சுயாதீனமாக கட்டுப்படுத்தலாம், இதன் மூலம் துண்டிக்கப்படும்.
பிளாஸ்மா பொறித்தல் கருவிகளில் மிகவும் பரவலாகப் பயன்படுத்தப்படும் இரண்டு வகைகளில் ஐசிபி பொறித்தல் கருவியும் ஒன்றாகும். இது முக்கியமாக சிலிக்கான் ஆழமற்ற அகழிகள், ஜெர்மானியம் (Ge), பாலிசிலிகான் கேட் கட்டமைப்புகள், உலோக வாயில் கட்டமைப்புகள், வடிகட்டிய சிலிக்கான் (Strained-Si), உலோக கம்பிகள், உலோக பட்டைகள் (Pads), மொசைக் பொறித்தல் உலோக கடின முகமூடிகள் மற்றும் பல செயல்முறைகள் பொறிக்க பயன்படுத்தப்படுகிறது. பல இமேஜிங் தொழில்நுட்பம்.
கூடுதலாக, முப்பரிமாண ஒருங்கிணைந்த சுற்றுகள், CMOS இமேஜ் சென்சார்கள் மற்றும் மைக்ரோ-எலக்ட்ரோ-மெக்கானிக்கல் அமைப்புகள் (MEMS), அத்துடன் சிலிக்கான் வயாஸ் (TSV), பெரிய அளவிலான சாய்ந்த துளைகள் ஆகியவற்றின் விரைவான அதிகரிப்புடன் வெவ்வேறு உருவ அமைப்புகளுடன் கூடிய ஆழமான சிலிக்கான் பொறித்தல், பல உற்பத்தியாளர்கள் இந்தப் பயன்பாடுகளுக்காகவே உருவாக்கப்பட்ட பொறித்தல் கருவிகளை அறிமுகப்படுத்தியுள்ளனர். அதன் குணாதிசயங்கள் பெரிய செதுக்கல் ஆழம் (பத்து அல்லது நூற்றுக்கணக்கான மைக்ரான்கள் கூட), எனவே இது பெரும்பாலும் அதிக வாயு ஓட்டம், உயர் அழுத்தம் மற்றும் உயர் சக்தி நிலைகளில் வேலை செய்கிறது.
—————————————————————————————————————————— ——————————-
செமிசெரா வழங்க முடியும்கிராஃபைட் பாகங்கள், மென்மையான/கடுமையான உணர்வு, சிலிக்கான் கார்பைடு பாகங்கள், CVD சிலிக்கான் கார்பைடு பாகங்கள், மற்றும்SiC/TaC பூசப்பட்ட பாகங்கள்30 நாட்களில்.
மேலே உள்ள குறைக்கடத்தி தயாரிப்புகளில் நீங்கள் ஆர்வமாக இருந்தால்,முதல் முறையாக எங்களை தொடர்பு கொள்ள தயங்க வேண்டாம்.
தொலைபேசி: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
இடுகை நேரம்: ஆகஸ்ட்-31-2024