குறைக்கடத்தி உற்பத்தியில், அடி மூலக்கூறின் செயலாக்கத்தின் போது "எட்ச்சிங்" என்று அழைக்கப்படும் ஒரு நுட்பம் அல்லது அடி மூலக்கூறில் உருவாகும் மெல்லிய படலம் உள்ளது. "டிரான்சிஸ்டர்களின் ஒருங்கிணைப்பு அடர்த்தி 1.5 முதல் 2 ஆண்டுகளில் இரட்டிப்பாகும்" (பொதுவாக "மூரின் சட்டம்" என்று அழைக்கப்படுகிறது) 1965 இல் இன்டெல் நிறுவனர் கார்டன் மூரின் கணிப்பை நனவாக்குவதில் செதுக்கல் தொழில்நுட்பத்தின் வளர்ச்சி ஒரு பங்கைக் கொண்டுள்ளது.
பொறித்தல் என்பது படிவு அல்லது பிணைப்பு போன்ற ஒரு "கூட்டல்" செயல்முறை அல்ல, ஆனால் ஒரு "கழித்தல்" செயல்முறை. கூடுதலாக, வெவ்வேறு ஸ்கிராப்பிங் முறைகளின்படி, இது "ஈரமான பொறித்தல்" மற்றும் "உலர் பொறித்தல்" என இரண்டு வகைகளாக பிரிக்கப்பட்டுள்ளது. எளிமையாகச் சொல்வதானால், முந்தையது உருகும் முறை மற்றும் பிந்தையது தோண்டும் முறை.
இந்த கட்டுரையில், ஒவ்வொரு பொறித்தல் தொழில்நுட்பத்தின் பண்புகள் மற்றும் வேறுபாடுகள், ஈரமான பொறித்தல் மற்றும் உலர் பொறித்தல், அத்துடன் ஒவ்வொன்றும் பொருத்தமான பயன்பாட்டு பகுதிகள் ஆகியவற்றை சுருக்கமாக விளக்குவோம்.
பொறித்தல் செயல்முறையின் கண்ணோட்டம்
பொறித்தல் தொழில்நுட்பம் 15 ஆம் நூற்றாண்டின் மத்தியில் ஐரோப்பாவில் தோன்றியதாகக் கூறப்படுகிறது. அந்த நேரத்தில், ஒரு பொறிக்கப்பட்ட செப்புத் தகடு மீது அமிலம் ஊற்றப்பட்டது, அது வெறும் தாமிரத்தை துருப்பிடித்து, ஒரு இன்டாக்லியோவை உருவாக்கியது. அரிப்பின் விளைவுகளைப் பயன்படுத்திக் கொள்ளும் மேற்பரப்பு சிகிச்சை நுட்பங்கள் "செதுக்குதல்" என்று பரவலாக அறியப்படுகின்றன.
செமிகண்டக்டர் தயாரிப்பில் செதுக்கும் செயல்முறையின் நோக்கம், வரைபடத்தின் படி அடி மூலக்கூறை அல்லது அடி மூலக்கூறை வெட்டுவதாகும். ஃபிலிம் உருவாக்கம், ஃபோட்டோலித்தோகிராபி மற்றும் செதுக்கல் ஆகியவற்றின் ஆயத்தப் படிகளை மீண்டும் செய்வதன் மூலம், பிளானர் அமைப்பு முப்பரிமாண அமைப்பில் செயலாக்கப்படுகிறது.
ஈரமான செதுக்கலுக்கும் உலர்ந்த செதுக்கலுக்கும் உள்ள வேறுபாடு
ஃபோட்டோலித்தோகிராஃபி செயல்முறைக்குப் பிறகு, வெளிப்படும் அடி மூலக்கூறு ஈரமாகவோ அல்லது உலர்ந்ததாகவோ பொறிக்கப்படும்.
ஈரமான பொறித்தல் மேற்பரப்பை பொறிப்பதற்கும் துடைப்பதற்கும் ஒரு தீர்வைப் பயன்படுத்துகிறது. இந்த முறையை விரைவாகவும் மலிவாகவும் செயலாக்க முடியும் என்றாலும், அதன் குறைபாடு என்னவென்றால், செயலாக்க துல்லியம் சற்று குறைவாக உள்ளது. எனவே, உலர் பொறித்தல் 1970 இல் பிறந்தது. உலர் பொறித்தல் ஒரு தீர்வைப் பயன்படுத்துவதில்லை, ஆனால் அடி மூலக்கூறு மேற்பரப்பைக் கீறுவதற்கு வாயுவைப் பயன்படுத்துகிறது, இது அதிக செயலாக்க துல்லியத்தால் வகைப்படுத்தப்படுகிறது.
"ஐசோட்ரோபி" மற்றும் "அனிசோட்ரோபி"
ஈரமான பொறித்தல் மற்றும் உலர் பொறித்தல் ஆகியவற்றுக்கு இடையேயான வித்தியாசத்தை அறிமுகப்படுத்தும் போது, அவசியமான சொற்கள் "ஐசோட்ரோபிக்" மற்றும் "அனிசோட்ரோபிக்" ஆகும். ஐசோட்ரோபி என்பது பொருள் மற்றும் இடத்தின் இயற்பியல் பண்புகள் திசையுடன் மாறாது, மேலும் அனிசோட்ரோபி என்பது பொருள் மற்றும் இடத்தின் இயற்பியல் பண்புகள் திசையைப் பொறுத்து மாறுபடும்.
ஐசோட்ரோபிக் பொறித்தல் என்பது ஒரு குறிப்பிட்ட புள்ளியைச் சுற்றி அதே அளவில் பொறித்தல், மற்றும் அனிசோட்ரோபிக் பொறித்தல் என்பது ஒரு குறிப்பிட்ட புள்ளியைச் சுற்றி வெவ்வேறு திசைகளில் பொறித்தல். எடுத்துக்காட்டாக, குறைக்கடத்தி உற்பத்தியின் போது பொறிப்பதில், அனிசோட்ரோபிக் பொறித்தல் பெரும்பாலும் தேர்ந்தெடுக்கப்படுகிறது, இதனால் இலக்கு திசை மட்டுமே ஸ்கிராப் செய்யப்படுகிறது, மற்ற திசைகள் அப்படியே இருக்கும்.
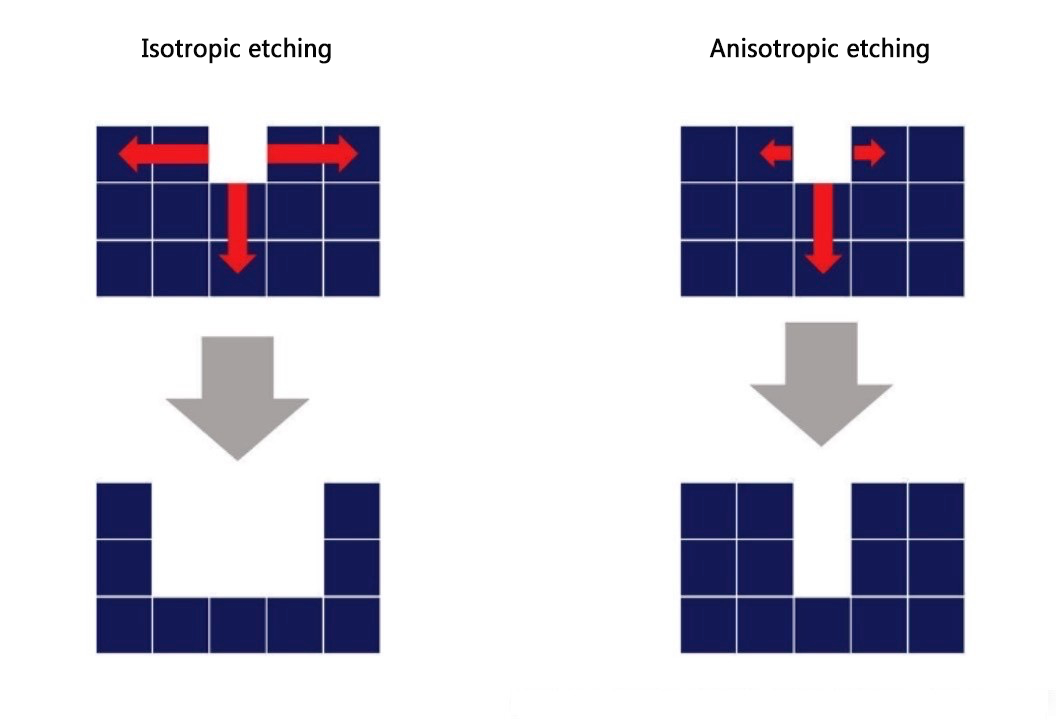 "ஐசோட்ரோபிக் எட்ச்" மற்றும் "அனிசோட்ரோபிக் எட்ச்" படங்கள்
"ஐசோட்ரோபிக் எட்ச்" மற்றும் "அனிசோட்ரோபிக் எட்ச்" படங்கள்
இரசாயனங்களைப் பயன்படுத்தி ஈரமான பொறித்தல்.
ஈரமான பொறித்தல் ஒரு இரசாயனத்திற்கும் ஒரு அடி மூலக்கூறுக்கும் இடையில் ஒரு இரசாயன எதிர்வினையைப் பயன்படுத்துகிறது. இந்த முறையால், அனிசோட்ரோபிக் பொறித்தல் சாத்தியமற்றது அல்ல, ஆனால் ஐசோட்ரோபிக் பொறிப்பதை விட இது மிகவும் கடினம். தீர்வுகள் மற்றும் பொருட்களின் கலவையில் பல கட்டுப்பாடுகள் உள்ளன, மேலும் அடி மூலக்கூறு வெப்பநிலை, கரைசல் செறிவு மற்றும் கூடுதல் அளவு போன்ற நிபந்தனைகள் கண்டிப்பாக கட்டுப்படுத்தப்பட வேண்டும்.
நிலைமைகள் எவ்வளவு நேர்த்தியாக சரிசெய்யப்பட்டாலும், ஈரமான செதுக்கல் 1 μm க்கும் குறைவான செயலாக்கத்தை அடைவது கடினம். பக்க எச்சிங்கைக் கட்டுப்படுத்த வேண்டிய அவசியம் இதற்கு ஒரு காரணம்.
அண்டர்கட்டிங் என்பது அண்டர்கட்டிங் என்றும் அழைக்கப்படும் ஒரு நிகழ்வு. ஈரமான பொறிப்பதன் மூலம் பொருள் செங்குத்து திசையில் (ஆழ திசையில்) மட்டுமே கரைக்கப்படும் என்று நம்பினாலும், தீர்வு பக்கங்களில் தாக்குவதை முற்றிலுமாகத் தடுக்க முடியாது, எனவே இணையான திசையில் பொருள் கரைவது தவிர்க்க முடியாமல் தொடரும். . இந்த நிகழ்வின் காரணமாக, ஈரமான பொறித்தல் இலக்கு அகலத்தை விட குறுகலான பிரிவுகளை தோராயமாக உருவாக்குகிறது. இந்த வழியில், துல்லியமான தற்போதைய கட்டுப்பாடு தேவைப்படும் தயாரிப்புகளை செயலாக்கும் போது, மறுஉற்பத்தி குறைவாக உள்ளது மற்றும் துல்லியம் நம்பமுடியாததாக இருக்கும்.
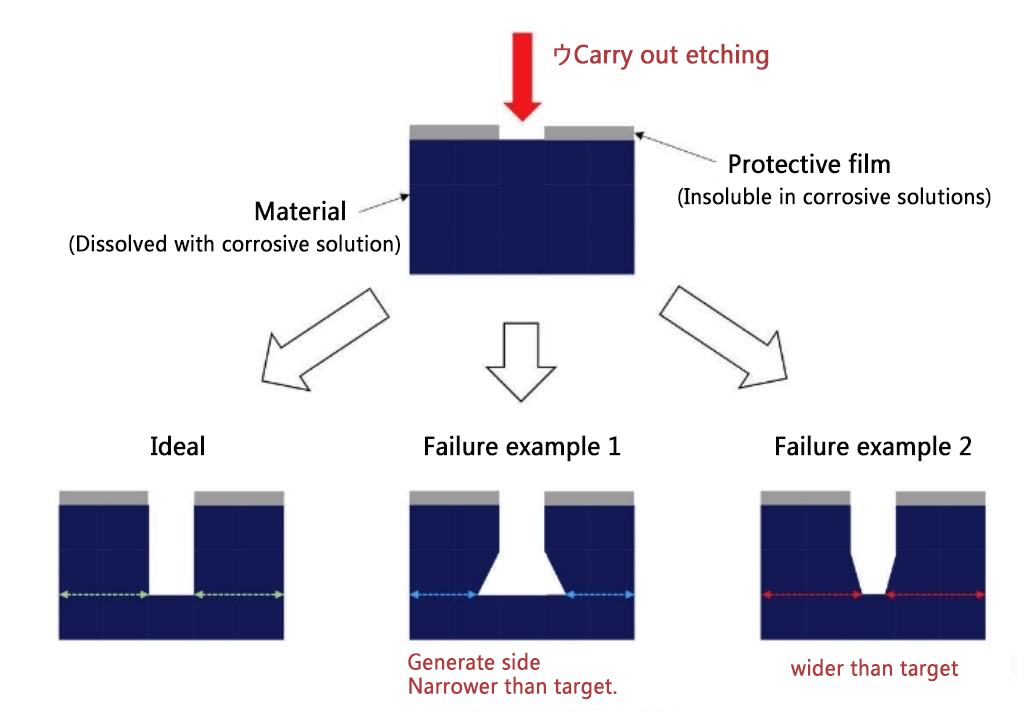 ஈரமான பொறிப்பில் சாத்தியமான தோல்விகளுக்கான எடுத்துக்காட்டுகள்
ஈரமான பொறிப்பில் சாத்தியமான தோல்விகளுக்கான எடுத்துக்காட்டுகள்
உலர் எச்சிங் ஏன் மைக்ரோமச்சினிங்கிற்கு ஏற்றது
அனிசோட்ரோபிக் பொறிப்பிற்கு ஏற்ற தொடர்புடைய கலை உலர் எச்சிங் பற்றிய விளக்கம் உயர்-துல்லிய செயலாக்கம் தேவைப்படும் குறைக்கடத்தி உற்பத்தி செயல்முறைகளில் பயன்படுத்தப்படுகிறது. உலர் எச்சிங் பெரும்பாலும் ரியாக்டிவ் அயன் எச்சிங் (RIE) என்று குறிப்பிடப்படுகிறது, இதில் பிளாஸ்மா பொறித்தல் மற்றும் ஸ்பட்டர் செதுக்குதல் ஆகியவை அடங்கும், ஆனால் இந்த கட்டுரை RIE இல் கவனம் செலுத்தும்.
உலர் பொறிப்புடன் அனிசோட்ரோபிக் பொறிப்பது ஏன் எளிதானது என்பதை விளக்க, RIE செயல்முறையை இன்னும் விரிவாகப் பார்ப்போம். உலர் பொறித்தல் மற்றும் அடி மூலக்கூறை இரண்டு வகைகளாகப் பிரிப்பதன் மூலம் புரிந்துகொள்வது எளிது: "வேதியியல் பொறித்தல்" மற்றும் "உடல் பொறித்தல்".
இரசாயன பொறித்தல் மூன்று படிகளில் நிகழ்கிறது. முதலில், எதிர்வினை வாயுக்கள் மேற்பரப்பில் உறிஞ்சப்படுகின்றன. எதிர்வினை வாயு மற்றும் அடி மூலக்கூறு பொருட்களிலிருந்து எதிர்வினை பொருட்கள் உருவாகின்றன, இறுதியாக எதிர்வினை தயாரிப்புகள் அழிக்கப்படுகின்றன. அடுத்தடுத்த இயற்பியல் பொறிப்பில், அடி மூலக்கூறுக்கு ஆர்கான் வாயுவை செங்குத்தாகப் பயன்படுத்துவதன் மூலம் அடி மூலக்கூறு செங்குத்தாக கீழ்நோக்கி பொறிக்கப்படுகிறது.
இரசாயன பொறித்தல் ஐசோட்ரோபிகல் முறையில் நிகழ்கிறது, அதேசமயம் இயற்பியல் பொறித்தல் வாயு பயன்பாட்டின் திசையைக் கட்டுப்படுத்துவதன் மூலம் அனிசோட்ரோபிகலாக நிகழலாம். இந்த இயற்பியல் பொறிப்பின் காரணமாக, ஈரமான பொறிப்பை விட உலர் பொறித்தல் பொறித்தல் திசையில் அதிக கட்டுப்பாட்டை அனுமதிக்கிறது.
உலர் மற்றும் ஈரமான பொறிப்பிற்கும் ஈரமான பொறித்தல் போன்ற கடுமையான நிபந்தனைகள் தேவைப்படுகின்றன, ஆனால் இது ஈரமான செதுக்குதலை விட அதிக மறுஉற்பத்தித்திறன் கொண்டது மற்றும் பல எளிதில் கட்டுப்படுத்தக்கூடிய பொருட்களைக் கொண்டுள்ளது. எனவே, உலர் பொறித்தல் தொழில்துறை உற்பத்திக்கு மிகவும் உகந்தது என்பதில் சந்தேகமில்லை.
வெட் எட்ச்சிங் ஏன் இன்னும் தேவை
வெளித்தோற்றத்தில் சர்வ வல்லமை வாய்ந்த உலர் பொறிப்பை நீங்கள் புரிந்து கொண்டவுடன், ஈரமான பொறிப்பு ஏன் இன்னும் உள்ளது என்று நீங்கள் ஆச்சரியப்படலாம். இருப்பினும், காரணம் எளிதானது: ஈரமான செதுக்கல் தயாரிப்பை மலிவாக ஆக்குகிறது.
உலர்ந்த செதுக்கலுக்கும் ஈரமான செதுக்கலுக்கும் உள்ள முக்கிய வேறுபாடு செலவு. ஈரமான செதுக்கலில் பயன்படுத்தப்படும் இரசாயனங்கள் அவ்வளவு விலை உயர்ந்தவை அல்ல, மேலும் உபகரணங்களின் விலை உலர் எச்சிங் கருவிகளின் விலையில் 1/10 என்று கூறப்படுகிறது. கூடுதலாக, செயலாக்க நேரம் குறுகியது மற்றும் பல அடி மூலக்கூறுகளை ஒரே நேரத்தில் செயலாக்க முடியும், இது உற்பத்தி செலவுகளைக் குறைக்கிறது. இதன் விளைவாக, தயாரிப்புச் செலவுகளைக் குறைவாக வைத்திருக்க முடியும், இது எங்கள் போட்டியாளர்களை விட எங்களுக்கு ஒரு நன்மையை அளிக்கிறது. செயலாக்க துல்லியத்திற்கான தேவைகள் அதிகமாக இல்லை என்றால், பல நிறுவனங்கள் கடினமான வெகுஜன உற்பத்திக்கு ஈரமான செதுக்குதலைத் தேர்ந்தெடுக்கும்.
பொறித்தல் செயல்முறையானது மைக்ரோ ஃபேப்ரிகேஷன் தொழில்நுட்பத்தில் பங்கு வகிக்கும் ஒரு செயல்முறையாக அறிமுகப்படுத்தப்பட்டது. பொறித்தல் செயல்முறை தோராயமாக ஈரமான பொறித்தல் மற்றும் உலர் பொறித்தல் என பிரிக்கப்பட்டுள்ளது. செலவு முக்கியமானது என்றால், முந்தையது சிறந்தது, மேலும் 1 μm க்கும் குறைவான நுண் செயலாக்கம் தேவைப்பட்டால், பிந்தையது சிறந்தது. சிறந்த முறையில், உற்பத்தி செய்யப்படும் தயாரிப்பு மற்றும் செலவின் அடிப்படையில் ஒரு செயல்முறையை தேர்வு செய்யலாம், மாறாக எது சிறந்தது.
இடுகை நேரம்: ஏப்-16-2024